ZNC CNC 350 450 540 750 850 1060 Héichgeschwindegkeets-EDM-Funkererosiounsformmaschinn



Fonctiounen
ZNC CNC 350 450 540 750 850 1060 Héichgeschwindegkeets-EDM-Funkererosiounsformmaschinn
1) Grondlage vun der Aarbecht vun der Maschinn E
Dronzung ass och bekannt als elektresch Funkenbearbechtung. Et ass eng direkt Notzung vun elektrescher Energie an Hëtztveraarbechtungstechnologie. Et baséiert op der Entfernung vun iwwerschëssegem Metall während der Funkenentladung tëscht dem Tool an dem Werkstéck, fir d'Dimensioun, d'Form an d'Uewerflächenqualitéit vun de virbestëmmte Veraarbechtungsufuerderungen z'erreechen, wéi an der Figur 1 gewisen. Dronzung
Präis, EDM
2) D'Zesummesetzung vun der Maschinn
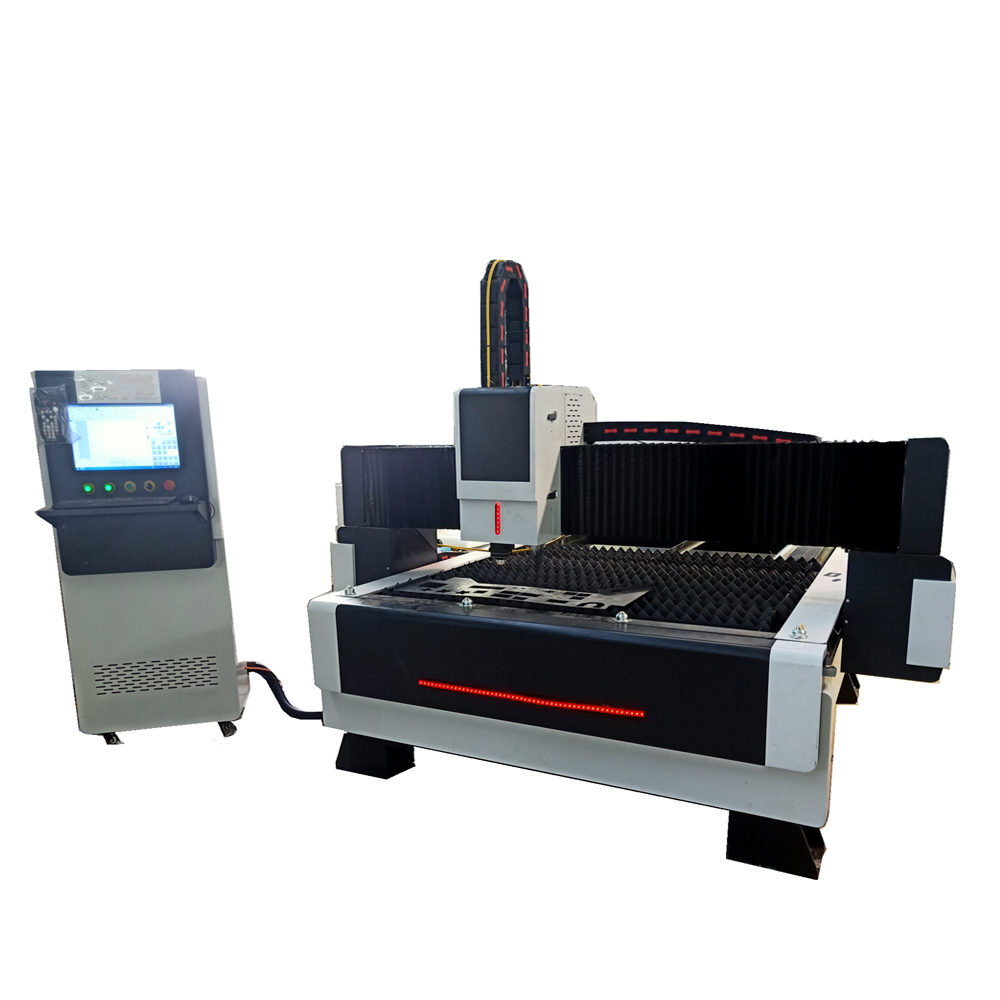
Den EDM besteet aus der Haaptmaschinn, dem funktionéierende Zirkulatiounsflëssegkeetsfiltersystem an der Kraaftbox. Wéi an der Figur 2 gewisen. EDM P
(3)Déi Haaptmaschinn
D'Haaptmaschinn gëtt benotzt fir d'Toolelektrode an d'Werkstéck z'ënnerstëtzen, fir hir relativ Positioun ze garantéieren an eng zouverlässeg Elektrodenzufuhr am Prozess ze realiséieren. Si besteet haaptsächlech aus engem Bett, engem Schlitt, engem Aarbechtsdësch, enger Sail, enger ieweschter Schleppplack, engem Spindelkapp, engem Klemmsystem, engem Klemmsystem, engem Schmiersystem an enger Transmissiounsmaschinn. D'Bett an d'Sail sinn Basisstrukturen, déi d'Positioun tëscht der Elektrode, dem Aarbechtsdësch an dem Werkstéck garantéieren. De Schlitt an den Aarbechtsdësch gi benotzt fir d'Werkstéck z'ënnerstëtzen, andeems d'relativ Positioun vum Werkstéck iwwer d'Transmissiounssystem ugepasst gëtt. Den Upassungszoustand kann direkt vun den Donnéeën aus dem Display informéiert ginn, déi vum Gitterlineal transforméiert ginn. D'Schleppplack op der Sail kann opgehuewe a geréckelt ginn, fir d'Toolelektrode op déi optimal Positioun unzepassen. De Befestigungssystem ass en Klemminstrument fir d'Elektrode, dat um Spindelkapp fixéiert ass. De Spindelkapp ass e Schlësselkomponent vun der elektrescher Funkenbildungsmaschinn. Seng Struktur besteet aus engem Servo-Zufuhrmechanismus, enger Féierung, engem Anti-Verdrehmechanismus an engem Hëllefsmechanismus. Si kontrolléiert d'Entladungslück tëscht dem Werkstéck an dem Tool.
Schmiersystem gëtt benotzt fir den Befeuchtungszoustand vun de géigesäitege Bewegungsflächen ze garantéieren. EDM Präis
,EDM Pr
4) Funktionsflëssegkeetszirkulatiounsfiltersystem.
E Filtersystem fir d'Zirkulatioun vun der Aarbechtsflëssegkeet ëmfaasst en Aarbechtsflëssegkeetsbehälter, Flëssegkeetspompelen, Filteren, Pipelines, Uelegbehälter an nach anerer. Si suergen fir d'Zirkulatioun vun der Aarbechtsflëssegkeet.
5) An der Stroumversuergungskëscht.E
An der Powerbox ass d'Funktioun vun der Pulskraaft, déi exklusiv fir d'EDM-Veraarbechtung ass, den industrielle Frequenzwiesselstroum an en Een-Wee-Pulsstroum mat enger bestëmmter Frequenz ëmzewandelen, fir d'Energie fir Funkenentladungen fir erodéierend Metall ze liwweren. D'Pulskraaft huet e groussen Afloss op technologesch an ekonomesch Indicateuren, wéi d'Produktivitéit vun der EDM-Veraarbechtung, d'Uewerflächenqualitéit, d'Veraarbechtungsgeschwindegkeet, d'Veraarbechtungsstabilitéit an den Elektrodenverloscht vun der Werkzeugkraaft.
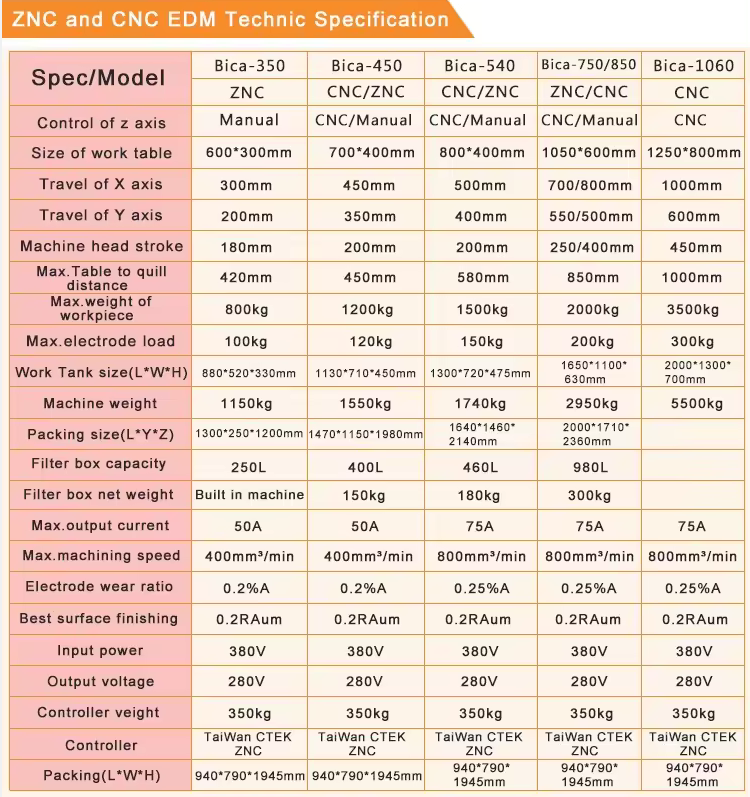
Spezifikatiounen